 Fraunhofer Institute for Surface Engineering and Thin Films IST
Fraunhofer Institute for Surface Engineering and Thin Films IST
Innovative textured honing stone of silicon nitride ceramic, coated with CVD diamond.
Cylindrical crankshafts of combustion engines are honed in the final machining stage. In this process honing stones are pressed against the surface and moved with a combined rotary and lift motion. Thus, the internal cylinder surface is machined and the typical crosshatch honing grooves are created, which are necessary for the tribological characteristics in contact with the piston ring as counter-body. In a funded project at the Fraunhofer IST in cooperation with the Institute for Machine Tools and Production Engineering (Institut für Werkzeugmaschinen und Fertigungstechnik IWF) of the Braunschweig University of Technology, innovative CVD diamond honing stones have being developed and successfully tested, which show several advantages relative to conventional honing stones.




Honing stones that have been hitherto used consist of bonded diamond grains. The disadvantage in this regard is that in most cases a three to four-stage process chain is necessary to achieve the desired result. Moreover, a comparatively large amount of lubricant is required. On the other hand these newly-developed honing stones have a combination of geometrically-defined cutting edges – the pyramid structure (see figure above) – and geometrically-undefined cutting edges – the crystal tips of the microcrystalline CVD diamond film (see adjacent figure above). Thus, significantly greater freedom is obtained in the design of the tool and thus in the characteristic of the surface topography of the processed material. Where applicable this permits shortening of the process chain and it also means that lubricants can be dispensed with to a great extent or even completely.
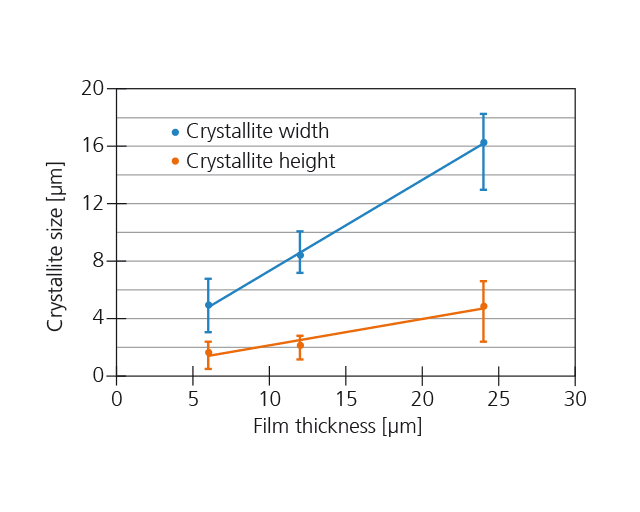
In the first step, the manufacturing technology for grinding various pyramid textures in the base body of the ceramic honing stone was developed at the IWF. In parallel, at the Fraunhofer IST scientists worked on a coating technology for precisely-contouring and highly-adhesive CVD diamond thin-films that are 12 to 24 µm in thickness and have variable crystallite sizes (see adjacent graphic). The prototype tools were tested at the IWF by honing gray cast iron and a thermal sprayed ferrous coating. It was shown that machining via external cylindrical honing, as well as internal cylindrical honing, was easily possible. In a long-term test over 17 hours only minimal wear occurred without the end of service life having been reached. There was no chip congestion or clogging; the chips remaining in the texture valleys (see adjacent figure in the middle) could be easily removed. In addition, with an identical honing pattern the same material removal rate and workpiece roughness were achieved as with conventional honing stones. Furthermore, with the new tools, for the first time it was possible to hone material with minimum quantity lubrication and even a complete dry honing process was possible.
The IGF project 18682 N of the Deutsche Gesellschaft für Galvano- und Oberflächentechnik e. V. – DGO, Itterpark 4, 40724 Hilden was funded via the AiF within the framework of the program for promoting Industrielle Gemeinschaftsforschung (IGF) of the Federal Ministry for Economic Affairs and Energy by decision of the German Bundestag.
This article is part of the annual report 2017.